
 产品:346
产品:346
 联系我们
联系我们


1.1 COR_T1
该程序可以用于检查,如果有必要,纠正TCP遵循的碰撞。然后刀具不用重新进行校准。许 多前提必须首先满足。
1.1.1 准备
在刀具执行校准之前下列步骤必须进行。不再可能遵循碰撞由于没有有效的参考点。
参考点 首先要求空间上有一个固定的参考点。这可能是一个墙上安装的测量尖,比如,这个参考点 千万不要移动或移开(因而工作台上放置一个测量尖是不够的)!
校准 然后使用校准程序(如XYZ–4点方式)之一来校准刀具(例如焊炬)。确认刀具应处于尽可能 远离测量尖的地方,仅在一个专一看的见的点处接触它。当执行程序时,刀具将移动到具有 **定位的参考点。如果刀具笨拙地相对于测量尖定
位,刀具可能与测量尖碰撞导致双方损 坏。 刀具仍定位在终的校准点,使用变量校准功能调用变量“REF_PT[x]”。作为新的值 输入“$POS_ACT”。这样,当前的坐标作为参考点来使用。
关于校准更多的信息可以参考操作手册,【调试】文件,【校准】章。
允许的偏离MAX_CRASH) 大允许的偏离在参考点和刀尖之间以mm计算,将使用这个来执行自动校准,大偏离可 以使用变量“MAX_CRASH”来改变。该值可以使用变量纠正功能来修改或直接在文件
“C:\KRC\Roboter\KRC\R1\System\$CONFIG.DAT”中修改。
应用程序号连同机器人控制器一起提供,这在某些情况下可以有助于用户。应用程序的标准 位置在目录“C:\KRC\Roboter\KRC\R1\TP\”中。
文件 含义 在…中的信息 A10.DAT A10.SRC 对于使用模拟参考电压的圆弧焊接的 应用工艺技术包 A10_INI.DAT [ARC Tech 10] A10_INI.SRC
对于初始化使用模拟参考电压的圆弧 焊接的应用工艺技术包
A20.DATA20.SRC
对于使用数字程序号的圆弧焊接的应 用工艺技术包
[ARC Tech 20]
A50.DATA50.SRC
对于使用LIBO(通过圆弧)传感器的应 用工艺技术包
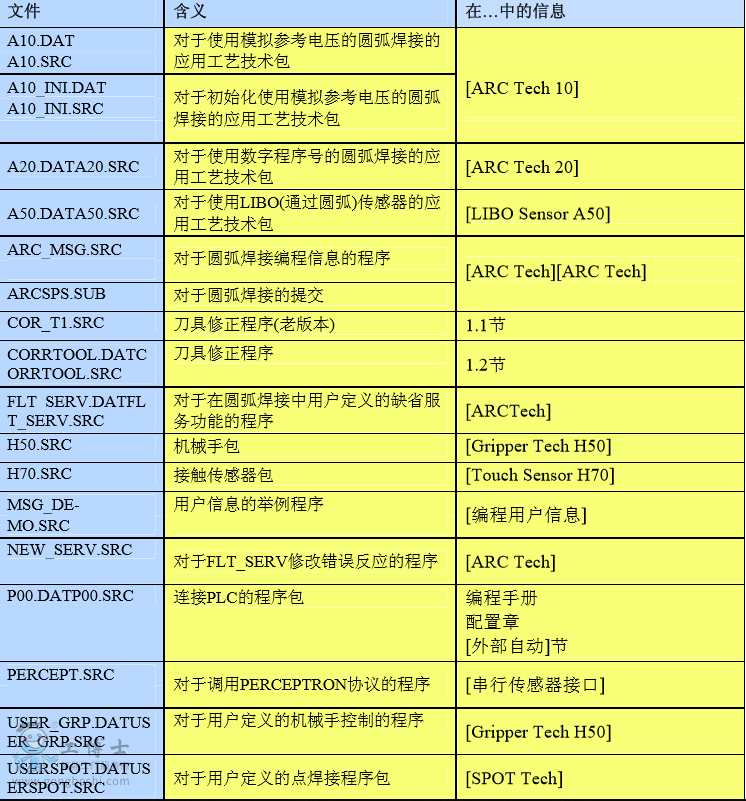
ARC_MSG.SRC
对于圆弧焊接编程信息的程序
ARCSPS.SUB 对于圆弧焊接的提交
[ARC Tech][ARC Tech]
COR_T1.SRC 刀具修正程序(老版本) 1.1节 CORRTOOL.DATC ORRTOOL.SRC 刀具修正程序 1.2节 FLT_SERV.DATFL T_SERV.SRC 对于在圆弧焊接中用户定义的缺省服 务功能的程序 [ARCTech] H50.SRC 机械手包 [Gripper Tech H50]
H70.SRC 接触传感器包 [Touch Sensor H70] MSG_DE- 用户信息的举例程序 MO.SRC [编程用户信息] NEW_SERV.SRC 对于FLT_SERV修改错误反应的程序 [ARC Tech] P00.DATP00.SRC 连接PLC的程序包 编程手册 配置章 [外部自动]节
PERCEPT.SRC
对于调用PERCEPTRON协议的程序 [串行传感器接口]
USER_GRP.DATUS ER_GRP.SRC
对于用户定义的机械手控制的程序
[Gripper Tech H50]
USERSPOT.DATUS ERSPOT.SRC
对于用户定义的点焊接程序包 [SPOT Tech]
WEAV_DEF.SRC
对于使用圆弧焊接迂回运动的程序 [ARC Tech]